阴极电泳(CED)生产线建设过程中的几点认识
2009-09-07王志磊李颜鑫
王志磊 李颜鑫
摘要:随着各种新材料和新装备的应用,阴极电泳工艺对提高汽车零部件的防腐性能起到了重要作用,文章探讨了生产线建设过程中对前处理、阴极电泳涂装工艺条件、涂膜烘干条件。
关键词:电泳涂装;磷化处理;阴极电泳;生产线建设;热固化过程
中图分类号:U466
文献标识码:A
文章编号:1009-2374(2009)14-0177-02
电泳涂装的原理发明于19世纪30年代,当时为提高汽车车身内腔和焊缝面的防腐蚀性,美国福特汽车公司在George Breaer先生领导下于1957年开始着手研究电泳涂装法并在1963年成功地应用于汽车车身涂装。随着各种新材料和新装备的应用。阴极电泳工艺对提高汽车零部件的防腐性能起到了重要作用。但如果片面强调阴极电泳技术的优越性,而忽视了其中的重要环节,往往会在实际生产过程中造成不必要的损失。以下就生产过程中的关键部分进行分析,供参考借鉴。
一、前处理
在磷化处理前工件需经过脱脂处理,脱脂不好会造成涂层附着力不良、磷化膜不完整等,从而影响涂层的耐腐蚀性能,金属在电泳涂装前进行磷化处理能成倍地提高涂膜的耐腐蚀性,但要选用得当。如果选用的磷化膜耐碱性不好,则涂膜的附着力、耐腐蚀性等达不到预想的效果。根据资料介绍和生产实践,阴极电泳前磷化膜应具备以下质量标准:(1)外观均匀致密;(2)磷化膜重量在2-3g/m2范围内;(3)结晶细度小于10μm;(4)P比85%以上;(5)Ni含量20mg/m2以上。
磷化处理中磷化液成分和处理方式决定了磷化的效果。现在应用最广泛的磷化液是在锌盐磷化处理液中添加Ni和Mn,添加Ni能使磷化膜结晶微细化,提高附着力,Mn进入磷酸锌结晶后,磷化膜的耐碱溶解性提高,因而也提高了耐蚀性。
磷化的处理方式按处理液与被处理件的接触方式可分为两大类,喷射方式和浸渍方式。两种处理方式对磷化膜特性的影响见表1:

二、阴极电泳涂装的工艺条件
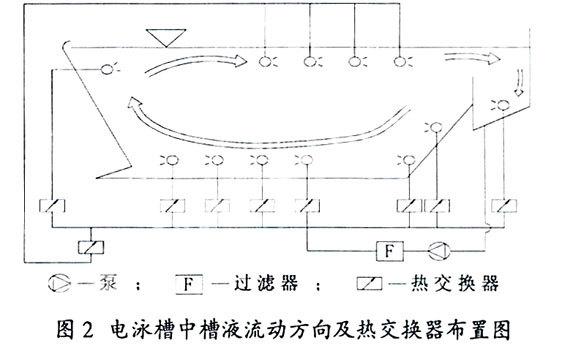
阴极电泳槽液自配槽后就应连续循环搅拌,因故障停止搅拌时间不应超过2h。在槽液循环过程中确保液面流速不应小于0.2m/s,靠近槽底部槽液流速最低为0.4m/s。在连续式生产场合,槽液流向与被涂物前进方向一致,液流速度一般要为工件移动速度的2~4倍。槽液在循环管路系统内的流速必须都保持在0.4m/s以上才能有效防止管路系统的沉淀。
为保证泳涂质量,要求将槽液温度控制在±1℃范围内,在正常生产状态下是对槽液进行冷却。在电泳涂装过程中由于电泳电流产生的热量,泵机械搅拌的机械能转换成的热能,被涂物带入的热量和周围环境温度的影响,一般槽液的温度处于上升状态,控制温度需冷却。槽液温度控制:冷却用7℃~10℃的冷水,加热用40℃~45℃的温水。整个调整系统由热交换器、泵及冷水(或温水)循环管路、温水加热器、冷水槽、冷却机组、冷却塔和温度控制器、调节阀等组成。如厂房温度能保证在10℃以上时,温水加热可不考虑。
电泳槽中槽液流动方向及热交换器布置如图2所示:
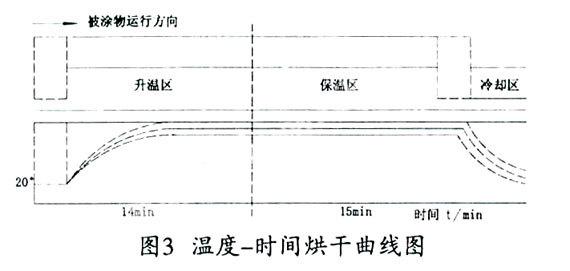
三、阴极电泳涂膜的烘干条件
阴极电泳涂料属于热固化性涂料,必须在规定的较高温度下才能固化,其烘干过程包括:溶剂(水分)挥发、涂膜热融化、高温热固化三个阶段。由于电泳涂膜本身的含水(溶剂)少,又经吹干、晾干,不含水,所以其烘干过程与热固性粉末涂料相仿,可直接进入高温烘干。另外,阴极电泳涂膜在热固化过程中(当涂膜温度达110%以上时)有热分解产物,产生较多的油烟。在较高温度、较长时间的烘干,能致使涂膜变薄(2~3μm),膜的平整度明显提高。这些是电泳涂膜烘干的特点。
烘干条件(规范)系指工件温度和烘干时间,这两者对阴极电泳涂膜的固化十分重要,如果低于规定温度和烘干时间,则不能固化,严重影响漆膜性能。品种不同的阴极电泳涂料的涂膜烘干条件也不同,应根据漆厂的推荐和试验确定。一般来说,在最低的烘干温度和时间下能使所有金属件上的涂膜都干透,并保持有优良的耐腐蚀性、机械强度和附着力,该烘干温度和时间就可认为是最合适的烘干规范。另外,在所选的烘干温度下过烘干3倍于正常烘干时间,漆膜性能无明显变化,则认为该漆膜的过烘干性能合格。
烘干室的清洁度、温度均匀性、控制准确度和烘干时间等方面应满足工艺要求,与其它涂膜用烘干室一样。图3是一个典型的阴极电泳烘干室内温度、时间(升温区、保温区和冷却区)烘干规范曲线。