彩色滤光片实现OLED彩色化的瑕疵分析
2009-09-05庄筱磊李荣玉施展刘畅张浩余峰张建华
庄筱磊 李荣玉 施 展 刘 畅 张 浩 余 峰 张建华
摘要:近来主要通过使用彩色滤色膜(CF)与使用RGB三色排列的方法来实现有机电致发光显示器(OLED)的全彩化、本文比较两种方式实现OLED全彩化的亮度以及表面平整度等光电参数后得出结论:CF在OLED实现全彩化的应用上依然面临一些问题,需要进行改进和优化,才能更好地实现OLED全彩化。
关键词:OLED;ITO;CF;
平面粗糙度
自1987年Tang等首次制成低压直流驱动的有机电致发光显示器(OLED)以来,其性能得到长足进步。现在OLED已从实验室走进了生产厂房,各种单色、全彩的器件应用于手机、MP3等便携式数码产品上,其批量制造工艺日臻完善。而目前实现全彩OLED的显示技术主要有:RGB三色排列:白光+彩色滤色膜(CF);蓝光+色变换层(CCF)。而作为基于液晶全彩化的方式,白光+彩色滤色膜CF技术已经投入了大量的研究开发,并实现了部分商品化。
OLED全彩化技术
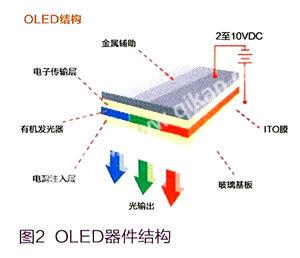
实现OLED彩色化的主要方法有三种(如图1所示):RGB三色排列发光法、白光OLED L31+CF法、蓝光+色变换层(CCF)法。

目前OLED量产化中采用较多的是RGB三色排列发光技术,但对设备要求较高,对位精度的误差要求也十分严格,制造成本较高。此外由于三种RGB发光材料的不同,发光材料的衰减周期不同,导致了RGB三基色寿命长短不一、三基色色彩饱和度间的差异和解像度高低的不同。
白光+CF法制造工艺相对简单,白光OLED技术和现已在液晶应用上已非常成熟的CF技术结合起来,被认为是较容易和较经济的OLED彩色化方法。由于采用单一白色光源,因此理论上RGB三原色的亮度寿命相同,没有色彩失真的现象。制程上则不需要考虑屏蔽对位的问题。并增加了画面精细度,回避了OLED的RGB三色排列发光法生产过程中的种种困难,把难题转移到已经相对成熟的CF上,简化了生产制程,从而使投资减小,使经济和性能良好的彩色OLED的实现成为可能。
蓝光+色变换层法是以制备蓝光为发光主体,而后再加色变换层阵列使部分光转换成红色和绿色,从而获得全彩色。该方法制程在材料的选择上也较容易。但该方法的缺点是需要发光效率和色彩度都好的蓝光,目前还未进入到生产化阶段。
OLED器件除了ITO阳极,包括有机材料等和金属阴极仅有200~300nm左右厚度,其间沉积了注入层、传输层和发光层等小分子有机膜,这些有机膜和金属膜都是在ITO表面上通过真空蒸发方式依次沉积的(图2)。
而作为白光+CF的方式,其基板要把RGB像素阵列、OC层、ITO膜、金属辅助电极膜依次旋涂和磁控溅射沉积到玻璃基板上,这比玻璃基板上直接沉积ITO膜和金属辅助电极膜难度大很多,降低表面粗糙度上更是困难。一般应用于液晶的CF的基本规格如下,BM层为1.6±0.3μm,RGB层为2.3±0.3μm,OC层为2±0.3μm,可以看到对于其厚度已经有了近300nm的均匀性的误差,由于一般液晶层厚只有10μm左右,基片不平整对于液晶层厚度的不均匀来说,对整个液晶显示器的质量没有太大的直接影响;而对于OLED器件,其薄膜也只有约200nm左右的厚度,即使最后的溅射ITO可以对其表面进行一定程度的修饰,并进行抛光处理,整个CF表面仍有一定程度不均匀性,很难满足OLED苛刻的表面平整度的要求。
另一方面,OLED器件对潮气特别敏感,防潮问题对寿命影响非常明显。如果有水气聚集在电极附近,那么电流驱动的OLED器件中的有机层和金属电极都将会发生电化学反应而产生剧烈变化,结果是器件迅速老化,因此OLED防潮问题比LCD严重得多。对于CF来说,其RGB BM层使用的就是有机物的结构,就必须要采取相应的措施方法来阻隔来自ITO层下面的有机层上所脱出的水气。这对应用于OLED的CF制造技术又是一个新的课题。
实验结果与讨论
将RGB三色排列的矩阵基板和CF基板按照同样生产流程进行清洗、光刻、刻蚀等光刻工艺,达到生产标准进入镀膜工艺,对两种类型的基板按照其相应生产工艺分别制作实现彩色化RGB三色排列的器件和白光器件,进行老化过程后再进行光电参数特性的比较。各器件镀膜工艺如下,材料均为作为生产使用所购置的商品化量产材料。
RGB三色排列结构:HIL/NPB(25nm)/Red/Green/Blue/Alq3(30nm)/LiF(1nm)/A1(150nm)。
白光+CF结构:HIL/NPB(25nm)/Blue/Orange/Alq3(30nm)/LiF(1nm)/A1(150nm)。
光刻工艺为标准生产设备:清洗,涂胶,曝光,显影,刻蚀,脱膜等工艺流程。并分别进行UV Ozone紫外臭氧处理;真空条件下RF plasma O2处理。有机材料蒸发速率为0.1~0.5nm/s不等,阴极蒸发速率为0.5nm/s;成膜真空度大约为8×105pa。
将上述不同方式制作完成的OLED显示器件进行光电性能参数的测试:同时对两者的ITO基板和CF基板表面进行表面平整度的测试。然而在进行测试过程当中,发现在工作中的所有的白光+CF器件样品表面都不同程度地出现了黑点、而且随着点亮和存储时间的增加,器件表面出现的黑点越来越多,也越来越大;从最初的小黑点缺陷到后来的黑洞直至占到整个发光像素一半以上的面积(图3)。
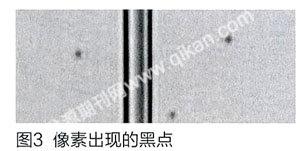
对于出现这样的缺陷或瑕疵(delect),针对OLED的器件还没有明确的标准来限定、而对于一般的显示器件来说,例如液晶显示器件,瑕疵的定义:“在工作或非工作的状态下,有效屏幕上的缺陷即为屏幕瑕疵。”其中对瑕疵的大小长短等等都有明确的界定。当瑕疵达到一定程度,就可以认定其为不合格的产品,不能上市使用。因此在这里沿用LCD的检验标准,那么白光+CF的OLED器件是属于不合格的产品。
而RGB三色排列的OLED器件经过点亮测试以及存储的过程中,并没有出现上述严重的黑点瑕疵。两者基本的材料、制作工艺和制造设备都一样,不同之处也只有两处。
两者的发光层的结构有所区别:一个是RGB并列蒸镀,一个B+O叠加蒸镀。然而使用的这些有机材料都是经过测试合格的同一家供应商提供,且通过了各自的寿命稳定性测试,并没有发现类似的黑点瑕疵情况。可以基本排出该原因。
两者使用的基板有所区别:一个是镀有金属电极和ITO薄膜基板,一个是CFC镀ITO薄膜的基板。
在随后对这两种不同基板进行表面粗糙度的AFM测试中,发现了引起黑点瑕疵的主要原因(图4,图5)。
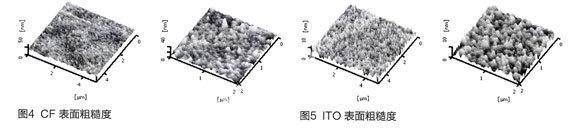
在AFM-SPA-400的测试下,可以观察到,在同样的4μm×4μm的区域内,CF基板表面的粗糙度是ITO基板表面粗糙度的s倍;而在2μm×2μm的区域内,可以更明显的观察到CF基板表面凹凸不平的起伏,其尖峰甚至可以达到40-50nm。所有发光的有机薄膜层都蒸镀在ITO上,由于其较差的传导率,一股有机薄膜层的厚度大约为100nm。在基板表面遍布着有机薄膜厚度一半的尖峰(Spike),其表面的形态会直接影响到有机层的表面结构。那么会导致OLED器件的阳极ITO和阴极AI之间很容易出现不稳定的界面,这样的有机材料和电极之间界面或者有机层和有机层之间界面会降低器件结构的稳定,也是形成坏点和性能低下的一个因素。
对这两块基板的光电参数的测试也同样验证了所存在的尖峰对于OLED器件的性能有着很大的影响。器件完成后的I-V测试,用来测试基于基板是不同材质的CF和ITO基板上的器件,而且其结构也不同,他们的I-L没有办法作比较。但cF基板有着比ITO的基板更高的电流级别。我们认为这是由于CF基板中类似尖峰的表面有比一般平整的ITO上制作的样品更多注入空穴的效果。
而尖峰较多的表面会比一般平整的ITO上制作的器件更容易集中注入空穴,所以表面形态和OLED器件的漏电流有着直接的联系。因为ITO表面的粗糙引尖峰会成为漏电流的途径。存在的异物等突起,会使这些部位电流密度增高,漏电流加大,功耗增加,严重时造成局部短路,产生黑点,结果是显示器的发光效率降低、寿命缩短,甚至因出现严重黑点而报废。
对于ITO的规格比较统一标准是10μm×10μm方形面积内的AFM测得的平均粗糙度Ra≤1~3nm、Rp-v≤10~30nm。这样的要求高于普通STN的ITO基板、LCD用CF的ITO表面没有提过如此严格的要求,因为其前后电极距离有6000nm之多、几十nm的Spike(突起)与之相比可以忽略。OLED器件会由于ITO基板表面的粗糙引起的器件像素区域出现黑点,漏电流过大,寿命较短等一系列的问题。
结论
对于将CF应用于OLED全彩化显示的技术,目前还有很多课题需要解决。如何解决CF表面的粗糙度,以及阻隔ITO层下面的有机层上水气方面,目前业内还没有满意的解决方案。以上这些ITO薄膜的粗糙不平属于纳米级别的不平问题,灰尘和针孔等缺陷引起的凸凹不平将引起更严重的问题,属于微米级别的不平问题,所以必须严格控制各种灰尘和针眼等缺陷。因此,对于OLED的材料开发也提出了新的课题,同时也需要对OLED的器件结构的改进。
