大型瓷套内外仿型数控修坯机的技术改进
2009-08-25邬云俊
邬云俊
摘 要:电力工业是国民经济发展的基础,电瓷在输变电过程中起到了支撑作用,是电力工业的先行官。本文在分析电瓷行业新型产品发展趋势和大瓷套修坯机发展现状,提出大外径且薄壁电瓷和小内孔电瓷的内外仿型数控修坯机技术改进方案。并将这两项技术改进方案应用于实际,取得国家实用新型技术专利,突破了电瓷制瓷泥坯内孔不能小于90mm的空白,填补了国内电瓷制瓷行业的1400mm瓷修胚机超大设备的又一项空白,具有很强的经济价值和技术价值。
关键词:大型瓷套;内外仿型;数控修坯机;技术改进
中图分类号:F407.61文献标识码:A文章编号:1003-949X(2009)-07-0076-02
电力工业是国民经济发展的基础,电瓷在输变电过程中起到了支撑作用,是电力工业的先行官。随着电力工业的不断发展,越来越多的高压和超高压输变电线路不断投入运行,这样对电瓷产品的结构提出了越来越高的要求,以SF6气体作为主绝缘的各种大瓷套有着广阔的市场前景。
一、大型瓷套内外仿型数控修坯机技术改进的背景
1.电瓷行业新型产品发展趋势
随着科学技术进步,社会经济发展,电瓷行业新型产品的发展趋势是:一是内孔直径变化范围大,最小75mm,最大800mm,特别是欧美市场小口径有一定市场;二是薄壁产品增多,最小壁厚25mm;三是瓷套坯件大型化,要求瓷套坯件高度4000mm以上,外径达到1300mm以上。
2.大瓷套修坯机发展现状
上世纪八十年代,国内大型电瓷生产企业开始研制SF6大瓷套,采用半机械和手工制作。其特点是工作效率低下,制胚质量不稳定,特别是胚件尺度、形状极其不稳定。八十年代后期,国内企业纷纷从德国引进了光电跟踪内外仿型自动修胚机用于电瓷大瓷套生产。但是随着机械设备的老化,由于维修的零部件要从德国进口,维修费用相当高。目前,大瓷套修胚机相对较为成熟,其发展主要着眼于增加产品品种、改善产品性能和质量,以满足不同使用要求。而在大外径且薄壁电瓷、小内孔电瓷修胚机的技术开发上存在一定瓶颈。因此,研制和生产大外径且薄壁电瓷、小内孔电瓷成型设备迫在眉睫。
二、大型瓷套内外仿型数控修坯机的技术改进
突破只有创新,结合以上发展趋势,为了满足电瓷生产厂家对大瓷套成型设备的需要,科研小组设计研制出系列新一代全自动数控高压电瓷套管修胚机,解决了电瓷行业大瓷套整体一次成型的技术难题。对大型瓷套内外数控修坯机的技术问题改进主要包括两个方面:
1.大外径且薄壁电瓷内外数控修坯机技术改进
一次成型的大外径且薄壁电瓷制胚技术的最大问题是电瓷修胚机的精度性和稳定性。传统的电瓷修坯机,其纵向进给机构是采用两根圆柱形导轨,整个横向进给机构及刀架靠装在圆柱滑板上,工作起来由于上下往复运动,圆柱形导轨及圆套磨损快、间隙增大,导致产生刀具抖动,影响产品质量。因此,传统的电瓷修坯机在制作大外径且薄壁电瓷方面有难度。
技术解决方案:将原来的圆柱形导轨改为方立柱横截面为I字形导轨,在导轨上设置轨条,在导轨条与滑块之间设置可更换的镶条,镶条与压板之间通过螺钉连接,当导轨与滑块的间隙因磨损增大时可及时更换导轨条和镶条,使滑块与导轨条间的间隙得以调整,保证刀具在修坯过程中不抖动,保障了修坯过程的精度;采用滚珠丝杆保证较高的精度及稳定性;采用自动注油系统,拖链及防尘罩,防尘又安全,同时保证了转盘的运行平稳,延长了转盘轴承使用寿命;同时,配置彩色显示器,显示加工轨迹,人机界面良好,内外加工机械均有两台32位工业微机控制,刀具运动速度和轨迹由加工程序控制,具有精度高、工效快、可靠安全。
它的优点是:与圆柱形导轨相比,纵向滑板在导轨条上作上下生复运动时工作稳定,刚度强,使修坯尺寸准确,速度快,使用寿命长,维修方便。有效解决了坯件尺寸大、坯体薄型加工难题。
2.小内孔电瓷内外数控修坯机技术改进
电瓷制瓷用的原有内外数控修坯机,其加工出的内孔,最小只能是90mm以上。而且,内孔上下进刀,以圆立柱型作为进刀导轨,涨刀装在圆立柱架滑板上,通过丝杆螺母附作上下运动,其缺点是圆立柱导轨磨损大,易产生刀架滑板间隙增大,无调节间隙装置,修坯时容易产生刀杆抖动,影响产品质量。
技术解决方案是:将导轨由圆立柱型改为方柱型横截面呈I字状,并且在导轨上镶导轨条,在导轨条与块间设置镶条,这样,就能随时通过导轨条和镶条来调整滑块与导轨之间的间隙;同时,将刀杆套加长至200-400mm,控制合金刀杆的尺寸为60-85mm,既能使加工出的内孔小于90mm,又能使修坯时刀杆不抖动,以保证产品质量;同时,配置彩色显示器,显示加工轨迹,人机界面良好,内外加工机械均有两台32位工业微机控制,刀具运动速度和轨迹由加工程序控制,具有精度高、工效快、可靠安全。
它的优点是:通过对导轨、刀杆直径和刀杆套长度的改进,从而使修坯机能够稳定地工作,刀杆不致抖动,能保证产品质量,并能切削出电瓷泥坯工件内孔最小为60mm,克服了传统修坯机难以加工出工件内孔小于90mm的弊端。
三、应用及效果
1.技术应用
关于大外径且薄壁电瓷内外数控修坯机技术改进、小内孔电瓷内外数控修坯机技术改进采用可调整导轨式结构等几项科研攻关课题技术改进成果,均于2008年7月23日获得国家实用新型技术专利。突破了电瓷制瓷泥坯内孔不能小于90mm的空白,可成功加工内孔60-75mm的欧美市场瓷套管,有效地达到了新型市场需求。而1400mm内外数控修坯机的试制成功填补了国内电瓷制瓷行业的超大设备的又一项空白。
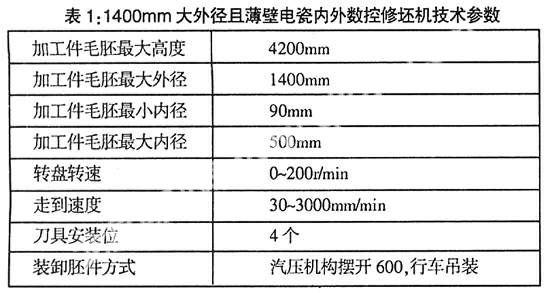
(1)大外径且薄壁电瓷内外数控修坯机。根据大外径且薄壁电瓷内外数控修坯机技术改进方案,我们研制出国内目前首首台修坯直径超过1000mm达到1400mm,高度4200mm的超大型数控修坯机。主要技术参数如下:
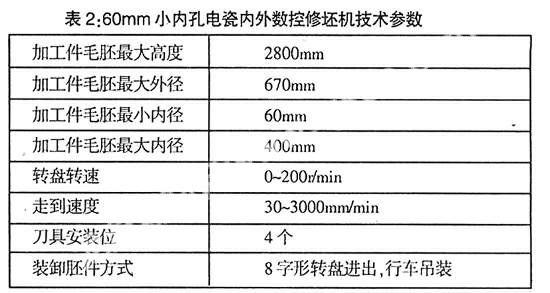
(2)小内孔电瓷内外数控修坯机。根据小内径电瓷内外数控修坯机技术改进方案,我们研制出国内目前首首台修坯直径超过1000mm达到1400mm,高度4200mm的超大型数控修坯机。主要技术参数如下:
2.技术效果
此两种设备可将电瓷坯件件泥筒进行一次性内外加工,也可以只进行外部加工。搪孔加工是全自动进行的,但泥筒上必须预先制成一个同轴线的孔。内孔可加工直筒形、腰鼓形,锥形,但应避免加工下台阶形或槽。外仿加工也是全自动,并与内孔同时进行,可以加工直筒形,宝塔形和腰鼓形产品,如果加工直筒形和实心产品,为提高速度应采用样板刀具,如果加工宝塔形和腰鼓形产品,由于坯内无芯棒支撑,一般应采用勾形式刀具以减少刀具对坯壁的压力。
需要两人操作,一人负责抹光坯件伞叶表面,另一人负责铲作地面上的泥块,上泥筒时,应使用行车吊装,为安全起见一般不使用升降电瓶车。外部伞叶加工应从上至下进行。搪孔加工总是从下至上进行,当刀具上行至加工预定位置后,自动快速下行至预定位置,然后进刀再向上切削,往复数次应视泥料的切削量而定,进刀量的选择(粗加工为8~15mm,精修为2~5mm)搪孔终止时,刀具应停留在最下位置。转盘的速度应调整合适,一般与泥料配方性能有关。转盘速度可通过变频调速器设定或调节,调节范围为:0~200转/分。
内外型加工驱动机构分别由两台32位工业控制微机管理、刀具运动的速度和轨迹由加工程序控制。每天的产量取决于产品尺寸形状及刀具的种类。一般每机台每天能生产8~16只胚件。由于设备采用微机控制,全自动加工,极大地减轻了操作者的劳动强度。只需一种构形刀具就可修出各种不同形状的胚体,节约了刀具费用成本;同时增加了断点连续加工功能,如因停电或其他原因中断后,重新启动时,只要选择断点继续功能,可继续加工,不会造成工件报废。
总之,该类设备的研制成功并运用于生产,解决了电瓷行业生产220KV以上特大瓷套以及小内孔出线瓷套的生产难题。制瓷厂家由于以上设备的投入,解除了电瓷行业大瓷套及异型规格整体一次成型的生产难度,使原来不能接的订单,现能批量生产,为企业创造更多的效益。全国几大主要电瓷厂如抚顺电瓷、南京电瓷等厂家及外商纷纷来人观摩咨询、洽谈有关合作事宜。随着制造工艺的不断完善,我们将投入更大的批量生产,以满足市场需求。
参考文献:
[1]李伯勇.数控电瓷修坯机加工坯件尺寸不稳定的原因分析及对策[J].电瓷避雷器,2006(4).
[2]宋建华.微机控制电瓷修坯机[J].陶瓷研究与职业教育,2007(3)
[3]康燕.当前绝缘子避雷器行业经济运行形势分析[J].电器工业,2008(7).
责任编辑:肖杰仁
