某住宅楼工程钢筋滚轧直螺纹连接施工技术
2009-07-31尤永林
摘要:钢筋滚轧直螺纹机械连接接头系采用直螺纹钢筋连接新技术加工而成的一种能承受拉、压两种作用力的钢筋机械接头。直螺纹形成的过程是将II级或III级带肋钢筋不经任何处理直接送进钢筋滚轧直螺纹机床,利用其四滚轧轮对带肋钢筋进行滚轧,在钢筋端部一次快速直接滚制成螺纹,由于丝头部位冷作、硬化,从而提高了强度,使钢筋丝头达到与母材等强的效果。
关键词:钢筋;滚轧直螺纹;接头性能;钢筋连接;直螺纹
中图分类号:TU755文献标识码:A文章编号:1009-2374(2009)11-0165-02
一、工程实例
某住宅楼及地下车库工程,地下2层车库连成一体,中间以后浇带分隔开,地上由5栋11层住宅楼组成。该工程为全现浇钢筋混凝土框支剪力墙结构,独立基础加筏基,基础成板厚度为400mm(车库部分)、600mm(主楼部分),基础梁纵向配筋为直径20~32mm,为保证工程质量、方便施工和降低工程成本,经多方调研决定,对基础梁直径20~32mm纵向钢筋采用滚轧直螺纹机械连接接头,该接头的性能等级达I级,可以在结构中的任何部位包括塑性铰区应用。
二、工作原理
钢筋滚轧直螺纹机械连接接头系采用直螺纹钢筋连接新技术加工而成的一种能承受拉、压两种作用力的钢筋机械接头。直螺纹形成的过程是将II级或III级带肋钢筋不经任何处理直接送进钢筋滚轧直螺纹机床,利用其四滚轧轮对带肋钢筋进行滚轧,在钢筋端部一次快速直接滚制成螺纹,由于丝头部位冷作、硬化,从而提高了强度,使钢筋丝头达到与母材等强的效果。
三、接头性能与接头类型
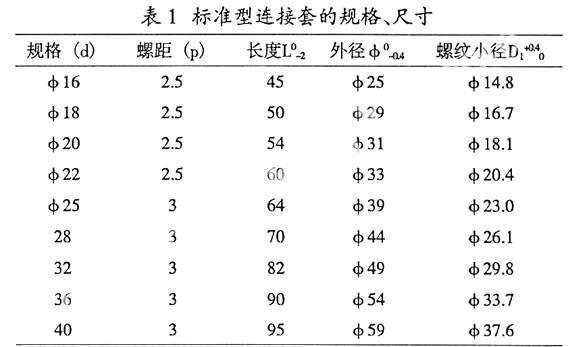
钢筋滚轧直螺纹时,提供连接套筒的厂家负责提供有效的型式检验报告,型式检验报告应符合行业标准《钢筋机械连接通用技术规程》中的各项规定。为充分发挥钢筋母材强度,滚轧直螺纹连接套筒的屈服承载力和抗拉承载力应不小于被连接钢筋屈服承载力和抗拉承载力标准值的1.10倍。连接套筒可分为四种形式:(1)标准型,用于一般钢筋连接的部位;(2)异径型,用于不同直径钢筋的连接部位;(3)活连接型,用于不能转动钢筋的连接部位;(4)特型,根据工程特殊要求设计加工的连接套。标准型连接套的规格、尺寸见表1。
滚轧直螺纹连接套筒由专业工厂供应,其质量由供应商负责,并提供合格证。套筒出厂时成箱包装,包装箱外注明产品名称、型号、规格、数量、制造日期、生产批号、生产厂名。合格证内容包括型号、规格,适用的钢筋品种,套筒的性能等能级、生产批号、出场日期、质量合格签章、工厂名称、地址、电话等。
四、机械设备
利用钢筋滚轧直螺纹机床对带肋钢筋进行滚轧直螺纹,使带肋钢筋螺纹连接接头达到《钢筋机械连接通用技术规程》要求的I级连接标准要求。
该机床主要由机架、夹架机构、主拖板和附件组成。附件主要包括止环规、通环规、长度卡板和专用扳手等。
机床主要技术参数为:三相电压380V,主电机功率3.0kW,单头平均加工时间小于或等于1min;加工钢筋直径14mm~40mm,外形尺寸为1250mm×1120mm×530mm;重量为395kg。
五、质量控制
(一)技术准备
1.连接套的混凝土保护层厚度应满足混凝土结构设计规范中受力钢筋保护层最小厚度的要求,且不得小于15mm,接头间的横向净距不宜小于25mm。
2.纵向受力钢筋接头位置应相互错开,在任一接头中心至长度为钢筋直径35倍的区段范围内,有接头的受力钢筋截面积占受力钢筋总截面面积的百分率,应符合下列规定。(1)受拉区的受力钢筋接头百分率不宜超过50%;(2)在受拉区的钢筋受力小的部位,接头百分率不受限制;(3)接头宜避开有抗震设防要求的框架的梁端和柱端的箍筋加密区、当无法避开时,接头百分率不宜超过50%;(4)受压区受力钢筋接头百分率可不受限制。
(二)材料准备
1.经检验合格的连接套,应有明显的规格标志,两端孔应用塑料密封盖扣紧。
2.连接套进场时应有产品合格证。
3.连接套不能有严重锈蚀、油脂等影响混凝土质量的缺陷或杂物。
(三)施工准备
1.凡参加接头施工的人工、技术管理和质量管理人员应参加技术规程培训,操作工人应持证上岗。
2.钢筋应先调直再下料,切口断面应与钢筋轴线垂直,不得有马蹄形或挠曲,应用切割机下料。
(四)丝头加工
1.加工丝头的式形、螺距必须与连接套的牙形、螺距一致,有效丝扣段内的秃牙部分累计长度小于一扣周长的1/2,并用相应的环规和丝头卡板检验合格。
2.滚轧钢筋直螺纹时,应采用水溶性切削润滑液,不得用机油作切削润滑液或不加润滑液滚轧丝头。
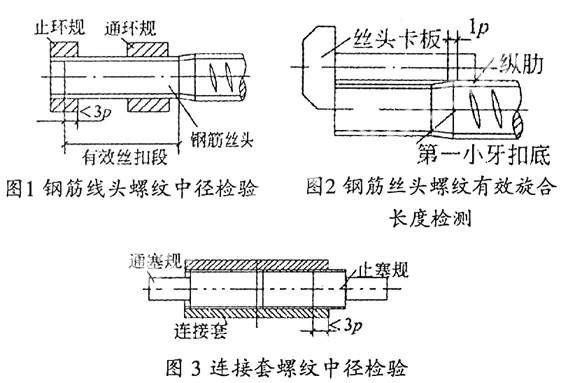
3.操作人员应按下列要求,逐个检查丝头的质量。(1)钢筋丝头螺纹中径尺寸的检验应符合通环规能顺利旋入整个有效丝扣长度,而止环规旋入的深度应小于或等于3P(P为螺距)(如图1所示);(2)钢筋丝头螺纹的有效旋合长度用专用丝头卡板检测,允许误差不大于1P(图2所示);(3)连接套螺纹中径尺寸用止塞规、通塞规检验。止塞规旋入深度应小于或等于3P。通塞规应全部旋入(如图3所示)。
4.经自检合格的丝头,应按上述要求对各种规格加工批量随机抽检10%,且不得少于10个,并填写丝头加工检验记录。如有一个丝头不合格,应对该批丝头全数检查,不合格的丝头应重新加工,经再次检验合格后方可使用。
5.对已检验合格的丝头应加以保护,钢筋一端丝头戴上塑料保护帽,另一端拧上连接套,并按规格分类堆放整齐,备用。
(五)钢筋连接
1.钢筋连接时,钢筋的规格和连接套的规格应一致,并确保丝头和连接套的丝扣干净、无损。
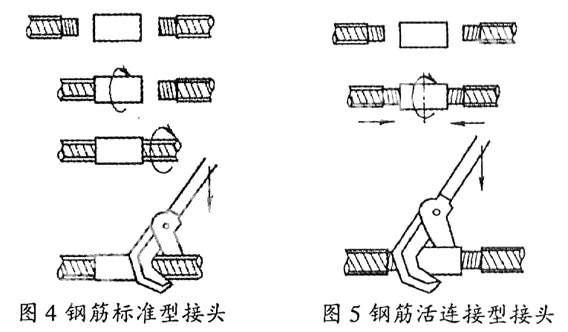
2.被连接的两钢筋端面应处于连接套的中间位置,偏差不大于1P(P为螺距),并用工作扳手拧紧,使两钢筋端面顶紧。(1)标准型和异径型接头:先用工作扳手将连接套与一端钢筋拧到位,再将另一端钢筋拧到位(如图4所示);(2)活连接型接头:先对两端钢筋向连接套方向加力,使连接套与两端钢筋丝头挂上扣,然后旋转连接套到位并拧紧(如图5所示)。
(六)检验与验收
1.厂方提供的型式检验报告应有效、齐全。
2.连接钢筋时,应检查连接套的出厂合格证,钢筋丝头加工检验记录。
3.钢筋连接开始前,应对每批进场钢筋和接头进行工艺检验。(1)每规格钢筋母材进行抗拉强度试验;(2)每种规格钢筋接头的试件不应少于3根;(3)接头试件应达到《钢筋机械连接通用技术规程》中I级接头的要求。计算实际抗拉强度时,应按钢筋的实际横截面面积计算。
4.随机抽取同规格接头数的10%进行外观检查,钢筋与连接套规格一致。接头外露完整丝扣不大于3扣,并填写检查记录。
5.接头的现场检验按验收批进行,同一施工条件下的同一批材料的同等级同规格接头,以500个为一个验收批进行检验与验收,不足500个也作为一个验收批。
6.对接头的每一验收批,应在工程结构中随机截取3个试件做单向拉伸试验,按设计要求的接头性能等级进行检验与评定,并填写接头拉伸试验报告。
7.在现场连续检验10个验收批,全部单向拉伸试件一次抽样均匀合格时,验收批接头数量可扩大1倍。
8.外观质量检验的质量要求、抽样数量、检验方法及合格标准应根据钢筋滚轧直螺纹接头技术规程确定。
六、结语
该地下车库共使用直径20~32mm钢筋滚轧直螺纹机械连接头22662个,连接套筒费用为19.8万元,钢筋直螺纹接头加工费为1元/个,总费用为24.3万元;与钢筋绑扎搭接接头相比节约钢筋132t,共节约材料、人工费12万多元,既降低了工程成本,确保了工程质量,又方便了施工。
参考文献
[1]混凝土结构工程质量验收规范(GB50204-2002)[S].2002.
[2]同济大学.钢筋混凝土结构[M].中国建筑工业出版社,2003.
[3]钢筋锥螺纹接头技术规范[S].
作者简介:尤永林,男,广东省廉江市第一建筑工程公司建筑工程师,研究方向:施工现场管理。
