对专业课教学方法的探讨
2009-07-21刘丹
刘 丹
量具是检验零件和产品质量标准的重要工具之一。技校新生入校进行学前教育和实习工厂参观时,首先看到的就是机床、量具、刀具等。特别是万能量具中的常用计量器具是车间生产条件下测量长度和车间生产工人、检验人员常用的计量器具。因此,在机械加工类的专业和专业基础课的教材中,“量具”在教材一开始就占有重要位置。
由于现在的技校学生年龄大小不一,社会阅历、知识水平不尽相同,故在教学过程中,教师要有针对性地组织教学,要注意教学方法的灵活多样,增加直观教学比重。通过深入浅出、风趣幽默的讲解,使学生处于积极思维的状态,从而使其既理解了授课内容,又学会了实践操作,提高学习质量。
在“万能量具”课堂教学中,老师拿出量具教具、挂图,按常规的教学方法讲解其构造、原理、读法后,由于其内容抽象,有些学生仍然一知半解,在做习题时对应用和绘制量具的刻线原理感到无从下手,作业上标注混乱。几年的教学实践使笔者体会到,要教好这节课,在理论叙述清楚的前提下,关键是采用直观教学法,对不同的量具进行直观比较,这样学生易掌握,可收到事半功倍的效果。
一、从构造原理了解其差别
学生在学校和日常生活中经常接触到的量具是三角板、钢板尺、卷尺等,它与现在所学的万能量具从结构上有何不同呢?如钢板尺在构造上只有一个主体并带有刻线值,而万能量具大多数是由两到三个部分组成。比如,比较典型的游标量具是车间生产工人在进行一般精度加工时使用最多的一种量具,由尺身和游标组成,尺身上有固定的量爪及刻线,游标上有活动量爪及刻线并能沿尺身移动。让学生拿着这些工具去测量一个物体,看这些量具能测量出哪些精度尺寸,从而了解它们的构造原理。
二、从刻线原理中了解其差别
三角板、钢板尺、卷尺等的刻线原理简单,只有尺身刻线间距读数,所以一目了然,而卡尺的刻度原理是利用尺身刻度间距之差进行小数读数的。按其测量精度有1/10mm、1/20mm和1/50mm三种。钢板尺等量具的刻线每一小格是1mm,10小格为1cm,这是大家所熟悉的。要学生了解游标卡尺就应当用直观比较法比较钢板尺与游标卡尺的异同,钢板尺身与游标卡尺尺身无区别,区别在于卡尺除看主体尺寸外,还要看游标上的刻线。因为游标刻度间距比尺身刻度间距小,尺身刻度间距与游标刻度间距之差即该游标卡尺的分度值(即游标读数值或测量精度值),这就是测量精度1/10mm、1/20mm和1/50mm的精华所在。有了这三种精度值,就能从产品和零件上测量出更精确的尺寸,这就是钢板尺与卡尺刻线原理的差别。
三、从误差中了解其差别
了解了卡尺的刻线原理还不能说对游标卡尺有了深入的了解,还需从产品、零件的测量误差上比较。造成测量误差的原因与计量器具、测量方法、环境和测量人员有关。经对比,钢板尺、卷尺等因只有尺身间距和主体部分,故只能测量产品、零件的整数值,即mm的尺寸。而游标卡尺因为利用其尺身刻线间距和游标刻线间距之差进行小数读数,所以能测出产品、零件的um尺寸。经过对比发现,后者显然比前者误差小。
四、绘制量具示意图,加深对量具的了解
通过以上三个部分的讲解,学生对量具大体有了较深入的认识和了解,但是一到做习题,绘制量具的刻线原理及读数尺寸示意图时,就又不知所措,在习题上的标注较混乱。
如绘制54.26mm游标卡尺示意图时出现了如图1、图2、图3所示的情况。
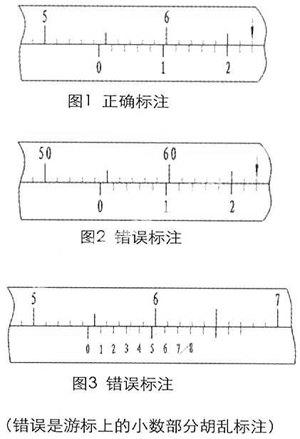
以上错误标注在历届学生作业中都非常普遍,甚至在毕业前辅导等级鉴定模拟测验中仍会出现这种现象。要克服这一问题,需要老师耐心地手把手地教,使他们搞清楚卡尺的精度等级,使学生在绘制图中的问题迎刃而解。
另外,在车间生产条件下比游标量具测量精度高的量具很多,如测微螺旋量具、量仪,这里就不一一例举了。在万能量具教学中采用直观教学法,最终目的就是使学生首先掌握好量具的原理、分类、测量方法和适用范围,为将来走上工作岗位打下扎实的基础。
(作者单位:河南省焦作市高级技工学校)